
Kowalski Heat Treating News, Notes, and Valuable Information for Anyone Trying to Keep Their Metals & Alloys Hard, Flat, Straight or Sharp
Kowalski Heat Treating News, Notes, and Valuable Information for Anyone Trying to Keep Their Metals & Alloys Hard, Flat, Straight or Sharp
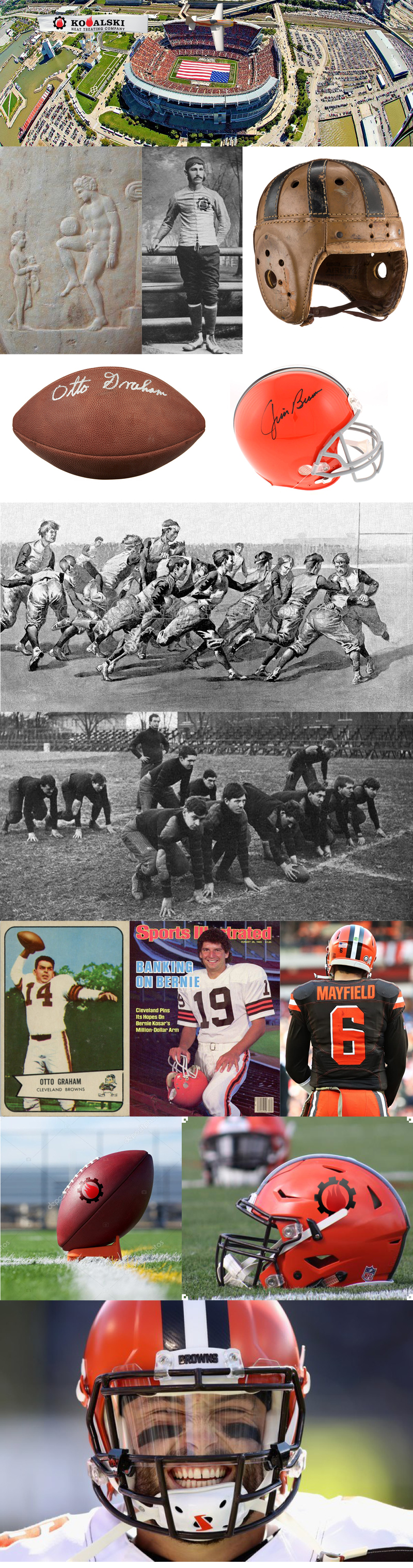
(top) Cleveland Brown Stadium; (row two) The Ancient Greek’s version of football called Episkyros. Hmmm, not much padding on THAT uniform; An 1878 photo of Walter Camp, the “Father of American Football” was the captain of the Yale University football team; And a 1930s Spalding Leather Football Helmet. Not much padding there either. (row three) The great quarterback Otto Graham signed this football. And the great Jim Brown signed this helmet. (row four) This 1893 Harper’s Weekly illustration by Frederic Remington shows the early idea of blocking for the runner. What a concept! (row five) The 1904 Vanderbilt football team suited-up and ready to play. I wonder how many head injuries there were that year? (row six) Otto Graham took Browns to league championships every year between 1946 and 1955, winning seven of them; Bernie Kosar was with the Browns from 1985 to 1993 finishing his career with Dallas and Miami. He won Super Bowl XXVIII with Dallas (DARN, DARN, DARN!!!), beating the Buffalo Bills, on January 30, 1994 (DARN!!!); And Baker Mayfield waiting his turn. (row seven) Here’s a couple ideas I had to spruce-up the ball and the Browns helmets. What do you think? (bottom) Go Get ‘Em, Baker!!!!!!!
Yep, it’s that time of the year when we put away the sunscreen and trunks and pull out the face paint and jerseys. Football season. Kids are running around fields all over Northeast Ohio – (love the little ones with the giant helmets and shoulder pads). Two-a-days, Friday night fever, tailgating, marching bands and get-togethers on Saturdays for our favorite pastime. I saw on television that this year marks the 100thanniversary of professional football, which started not long from here in Canton Ohio. Going back in history, I wanted to see what’s been captured on the early days of the game since we all know the current status of the game. Here’s some fun trivia and knowledge about this great game – enjoy, and of course, Go Browns,(it has been decades since we can say that! Go, Bucs, and Go Rockets!
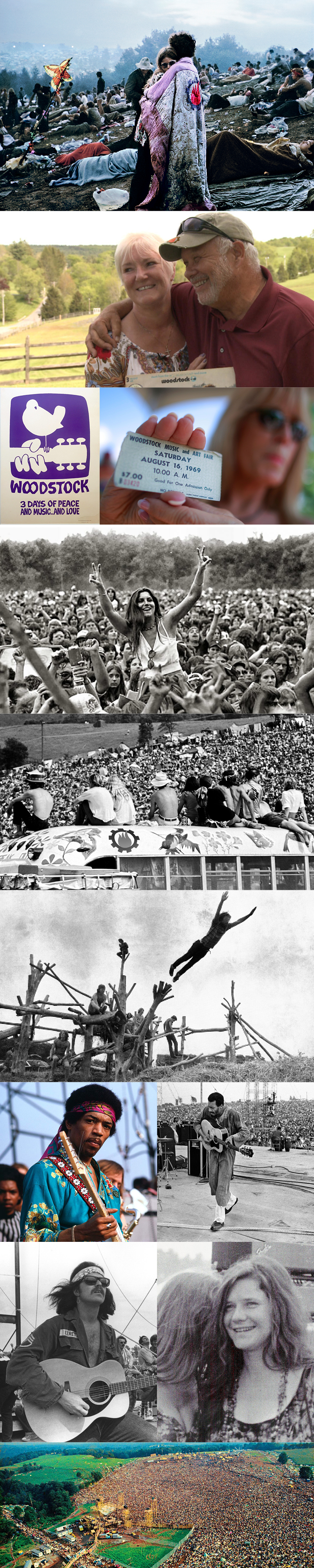
(Top two photos) Nick Ercoline and Bobbi Kelly were boyfriend and girlfriend wrapped in a muddy blanket at Woodstock and wound up on the Woodstock album cover. Two years later they were married. And now, 50 years later, we’re still having fun together,” says Nick. Bobbi is a retired school nurse and Nick a carpenter. Their married life contrasts with the sex, drugs and rock ‘n’ roll of that era. “In 1969, it was all about free love, living in communes; people weren’t monogamous. At the end of the day we are the opposite of that. (row three) An original poster and ticket; (rows four, five and six) The feel of the crowd; (row seven) Jimmy Hendrix and Richie Havens; (row eight) Country Joe McDonald and Janis Joplin; (row nine) The crowd on Max Yasgur’s farm. Wow!!
Peace and love. Doesn’t get much simpler. It’s been 50 years since one of the most recognized rock concerts in history – Woodstock took place this weekend. What started as a small fundraising event to build a remote recording studio turned into over 400,000 peaceful and loving youngsters singing and dancing on muddy hillsides. Looking back, I love to read the unique behind the scenes history that led up to the event and relive the artists who became world renowned from their live performances (and those who said “no”). And talk about your PIA (Pain in the #%$) Jobs – food, water, bathrooms, first aid, parking, traffic, stage logistics, lighting, sound and more – all got figured out … and THEN the rains came … wow! Hats off to all of those involved. Here is some really fun trivia on the events leading up to the festival, the performers who took the stage, and those who had other plans (and regret it). Enjoy, and be sure to click on the links to hear some of your favorite songs and see some great video footage.
Woodstock was a music festival held August 15–18, 1969, which attracted an audience of more than 400,000. Billed as “an Aquarian Exposition: 3 Days of Peace & Music”, it was held at Max Yasgur‘s 600-acre dairy farm in Bethel, New York, 43 miles southwest of the small town of Woodstock.
Thirty-two acts performed outdoors despite sporadic rain. It has become widely regarded as a pivotal moment in popular music history, as well as the definitive nexus for the larger counterculture generation of the late 60’s.
Woodstock was initiated through the efforts of Michael Lang, Artie Kornfeld, Joel Rosenman, and John P. Roberts. Roberts and Rosenman financed the project. Lang had some experience as a promoter, having co-organized the Miami Pop Festival on the East Coast the prior year, where an estimated 25,000 people attended the two-day event.
Early in 1969, Roberts and Rosenman were New York City entrepreneurs, in the process of building Media Sound, a large audio recording studio complex in Manhattan. Lang and Kornfeld’s lawyer, Miles Lourie, who had done legal work on the Media Sound project, suggested that they contact Roberts and Rosenman about financing a similar, but much smaller, studio Kornfeld and Lang hoped to build in Woodstock, New York. Unpersuaded by this Studio-in-the-Woods proposal, Roberts and Rosenman counter-proposed a concert featuring the kind of artists known to frequent the Woodstock area (such as Bob Dylan and The Band).
Kornfeld and Lang agreed to the new plan, and Woodstock Ventures was formed in January 1969. From the start, there were differences in approach among the four: Roberts was disciplined and knew what was needed for the venture to succeed, while the laid-back Lang saw Woodstock as a new, “relaxed” way of bringing entrepreneurs together. When Lang was unable to find a site for the concert, Roberts and Rosenman, growing increasingly concerned, took to the road and eventually came up with a venue – a small dairy farm in upstate New York.
In April 1969, Creedence Clearwater Revival became the first act to sign a contract for the event, agreeing to play for $10,000 (equivalent to about $75,000 today). The promoters had experienced difficulty landing big-name groups prior to Creedence committing to play, as many popular groups were already committed to other concerts and projects. Creedence drummer Doug Cliffordlater commented, “Once Creedence signed, everyone who could jumped in line and all the other big acts came on.”
Woodstock was designed as a profit-making venture (it became a “free concert” only after the event drew hundreds of thousands more people than the organizers had prepared for). Tickets for the three-day event cost $18 in advance and $24 at the gate (equivalent to about $120 and $160 today). Ticket sales were limited to record stores in the greater New York City area, or by mail via a post office box at the Radio City Station Post Office located in Midtown Manhattan. Around 186,000 advance tickets were sold, and the organizers anticipated approximately 200,000 festival-goers would turn up.
Town officials were assured by the promoters that no more than 50,000 would attend. Town residents immediately opposed the project, and passed a law requiring a permit for any gathering over 5,000 people. On July 15, 1969, the Wallkill Zoning Board of Appeals officially banned the concert on the basis that the planned portable toilets would not meet town code. Reports of the ban, however, turned out to be a publicity bonanza for the festival.
The organizers once again told Bethel authorities they expected no more than 50,000 people.
Despite resident opposition and signs proclaiming, “Buy No Milk. Stop Max’s Hippy Music Festival”,Bethel Town Attorney Frederick W. V. Schadt, building inspector Donald Clark and Town Supervisor Daniel Amatucci approved the festival permits, but the Bethel Town Board refused to issue the permits formally. Clark was ordered to post stop-work orders.
Subsequently, on August 2, 1969, the Building Inspector informed Woodstock Ventures, Inc. that the Stop Work Order was lifted, and the festival could proceed pending backing by the Department of Health and Agriculture, and removal of all structures by September 1, 1969.
The late change in venue did not give the festival organizers enough time to prepare. At a meeting three days before the event, organizers felt they had two options: one was to complete the fencing and ticket booths, without which the promoters would lose any profit or go into debt; the other option involved putting their remaining available resources into building the stage, without which the promoters feared they would have a disappointed and disgruntled audience.
When the audience began arriving by the tens of thousands the next day, the Wednesday before the weekend, the decision was made for them. Those without tickets simply walked through gaps in the fences, and the organizers were forced to make the event free of charge. Though the festival left its promoters nearly bankrupt, their ownership of the film and recording rights more than compensated for the losses after the release of the hit documentary film Woodstock in March 1970.
The influx of attendees to the rural concert site in Bethel created a massive traffic jam. Fearing chaos as thousands began descending on the community, Bethel did not enforce its codes. Eventually, announcements on radio stations as far away as WNEW-FM in Manhattan and descriptions of the traffic jams on television news discouraged people from setting off to the festival.The facilities were not equipped to provide sanitation or first aid for the number of people attending; hundreds of thousands found themselves in a struggle against bad weather, food shortages, and poor sanitation.
On the morning of Sunday, August 17, New York Governor Nelson Rockefeller called festival organizers and told them he was thinking of ordering 10,000 New York State National Guard troops to the festival. Roberts was successful in persuading Rockefeller not to do this. Sullivan County declared a state of emergency. During the festival, personnel from nearby Stewart Air Force Base assisted in helping to ensure order and airlifting the performers in and out of the concert venue.
Although the festival was remarkably peaceful given the number of people and the conditions involved, there were two recorded fatalities: one from insulin usage, and another caused in an accident when a tractor ran over an attendee sleeping in a nearby hayfield.
There were two births recorded at the event (one in a car caught in traffic and another in a hospital after an airlift by helicopter) and four miscarriages.
Yet, in tune with the idealistic hopes of the 1960s, Woodstock satisfied most attendees. There was a sense of social harmony, which, with the quality of music, and the overwhelming mass of people, many sporting bohemian dress, behavior, and attitudes, helped to make it one of the enduring events of the century.
After the concert, Max Yasgur, who owned the site of the event, saw it as a victory of peace and love. He spoke of how nearly half a million people filled with potential for disaster, riot, looting, and catastrophe spent the three days with music and peace on their minds. He stated, “If we join them, we can turn those adversities that are the problems of America today into a hope for a brighter and more peaceful future…”
Order of the Performers and some trivia:
Declined invitations or missed connections:
Okay. A couple more links. About an hour each:
Woodstock Day One – Friday
Woodstock Day Two – Saturday

Ahhh…the dog days of summer. When cold refreshing drinks are calling your name. Made from fruits, ice creams and sodas. Fancy and plain. Adult versions for, well, adults. It’s all a great part of summer. Read on for some really tasty recipes.
Summer. August. Hot days. Beautiful nights. Time for sitting on the back porch and sipping on a tasty float. Yep – big glasses, lots of ice cream, goodies, and bubbly beverages. Open the windows, and let the breeze blow in, while enjoying yours. As you know, I pretty much eat, and like, everything. (I am blessed this way!) Ice cream floats – oh yea, bring ‘em on especially with freshly made popcorn or pretzels or crackers – see my dilemma! My favorite is (Good ole vanilla ice cream and coke!) Jackie and the girls on the other hand love trying all sorts of different concoctions. They are not ice cream purists like myself – I love ice cream the way it was intended – Vanilla! Here’s some fun trivia, great variations, and a link to wonderful recipes. Thanks to tasteofhome.com, Wikipedia and the inventor of ice cream, King Tang – according to Google, an ice-cream-like food was first eaten in China in 618-97AD. King Tang of Shang, had 94 ice men who helped to make a dish of buffalo milk, flour and camphor – way easier now just going to the grocery store … or was it a kind of ice-cream said to be invented in China about 200 BC when a milk and rice mixture was frozen by packing it into snow… so where did the cherries and strawberries come from??
The ice cream float was invented by Robert McCay Green in Philadelphia, PA in 1874during the Franklin Institute‘s semicentennial celebration. The traditional story is that, on a particularly hot day, Mr. Green ran out of ice for the flavored drinks he was selling and used vanilla ice cream from a neighboring vendor, thus inventing a new drink.
His own account, published in Soda Fountain magazine in 1910, states that while operating a soda fountain at the celebration, he wanted to create a new treat to attract customers away from another vendor who had a fancier, bigger soda fountain. After some experimenting, he decided to combine ice cream and soda water. During the celebration, he sold vanilla ice cream with soda water and a choice of 16 flavored syrups. The new treat was a sensation and soon other soda fountains began selling ice cream floats.
Green’s lastwill and testament instructed that “Originator of the Ice Cream Soda” was to be engraved on his tombstone.
There are at least three other claimants for the invention of ice cream float: Fred Sanders, Philip Mohr, and George Guy, one of Robert Green’s own employees. Guy is said to have absent-mindedly mixed ice cream and soda in 1872, much to his customer’s delight.
In Australia and New Zealand, an ice cream float is known as a “spider”, because once the carbonation hits the ice cream, it forms a spider web-like creation. In Mexico, it is known as “Helado flotante” (floating ice cream) and in Puerto Rico it’s referred to as a “black out”.
Root beer and Coke are typical carbonating beverages, but many variations exist (see recipes below). Here are some fun variations – Although Root Beer and Coke are my favorites!
THREE VERY COOL VIDEOS:

Homemade Ice Cream in 5 Minutes – no ice cream maker is needed.17,376,100 views
Fred the bartender details his Top 5 Alcoholic Ice Cream Drinks: Barnamint Baileys, Mudslide, Creamsicle, Chocolate Monkey, Razzbaretto. 90,488 views
TYDUS – ICE CREAM (Official Music Video) 6,886,079 views

